





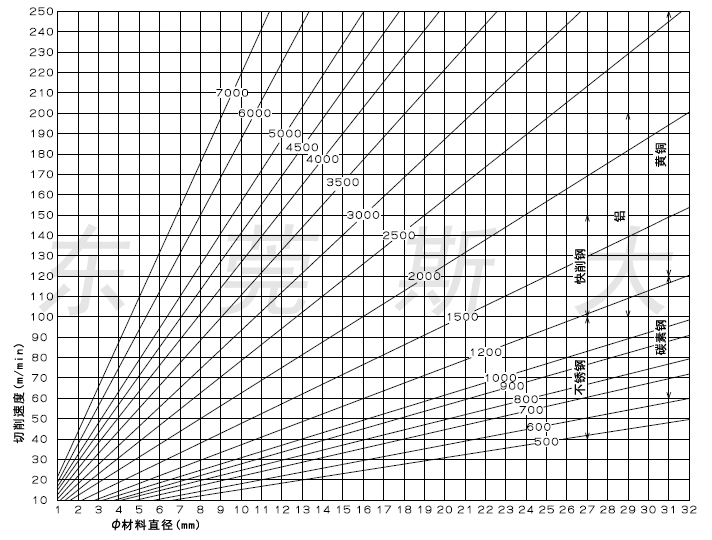
一、切削速度表
A=硬质合金手磨刀杆
B=刀片可交换式刀杆
| 加 工 工 具 | 刀 杆 材 料 | 黄 铜 BsBM | 快 削 刚 SUM | 碳 素 钢 S45C | 不 锈 钢 SUS |
| 轴 向 切 削 | A | 0.05~0.15 | 0.03~0.07 | 0.03~0.05 | 0.02~0.03 |
| B | 0.1~0.4 | 0.05~0.3 | 0.05~0.25 | 0.05~0.1 | |
| 切 入 | A | 0.02~0.05 | 0.02~0.04 | 0.02~0.03 | 0.01~0.02 |
| B | 0.04~0.08 | 0.03~0.06 | 0.02~0.05 | 0.02~0.04 | |
| 切 槽 | A | 0.03~0.05 | 0.02~0.04 | 0.02~0.03 | 0.01~0.02 |
| B | 0.05~0.08 | 0.05~0.15 | 0.05~0.1 | 0.03~0.05 | |
| 倒 角 | A | 0.02~0.04 | 0.02~0.03 | 0.02~0.03 | 0.01~0.02 |
| B | 0.05~0.2 | 0.05~0.1 | 0.05~0.1 | 0.03~0.05 | |
| 镗 削 | A | 0.03~0.05 | 0.02~0.04 | 0.015~0.3 | 0.01~0.02 |
| B | 0.05~0.15 | 0.05~0.1 | 0.05~0.07 | 0.03~0.05 | |
| 钻 孔 |
SKH钻头 |
0.05~0.15 | 0.03~0.15 | 0.02~0.1 | 0.02~0.07 |
| 切 断 | A | 0.02~0.04 | 0.01~0.03 | 0.01~0.02 | 0.007~0.12 |
| B | 0.05~0.1 | 0.05~0.07 | 0.03~0.05 | 0.03~0.05 |
三、切削速度(m/min)
| 材 料 | 外 径 切 削(超 硬) | 内 径 切 削(超 硬) | 钻 孔(HSS) |
| 快 削 刚 SUM | 100~150 | 50~100 | 30~50 |
| 黄 铜 BsBM | 120~250 | 60~120 | 40~90 |
| 铝 AL | 100~200 | 50~120 | 60~100 |
| 碳 素 钢 S45C | 60~120 | 40~80 | 15~25 |
| 不 锈 钢 SUS | 40~100 | 30~70 | 5~20 |
主轴回转速度(min-1)=切削速度(m/min)×1000/外径尺寸(mm)×π
四、攻丝・套牙加工时的主轴回转速度
四、攻丝・套牙加工时的主轴回转速度
| 螺 牙 孔 径 | 钢 | 黄 铜 |
| M3 x P 0.5 | 500min-1 | 600min-1 |
| M4 x P 0.7 | 500min-1 | 550min-1 |
| M5 x P 0.8 | 450min-1 | 500min-1 |
| M6 x P 1.0 | 400min-1 | 500min-1 |
| M8 x P 1.25 | 350min-1 | 450min-1 |
五、铣削加工时的主轴回转速度
| 黄 铜 | 钢 | 不 锈 钢 | |
| 切 削 速 度 m/min | 15~40 | 10~30 | 5~20 |
| 切 削 进 给 mm/刃 | 0.03~0.05 | 0.02~0.04 | 0.01~0.02 |
